

3D Printing your Toober
Real Life to CAD, CAD to Real Life
Before we get started, we want to understand a little bit about how these enclosures will be printed. In product design, it's important to keep in mind how something will be made (or manufactured) when you design it. This may not be something that is intuitive immediately to you, but it's knowledge that you will build up hopefully as you learn more manufacturing techniques if you choose to pursue mechanical engineering.
To bring our CAD models to reality, we will be printing them on fancy PolyJet printers. Specifically, the Stratasys J55™ Prime and the Stratasys J35™ Pro 3D Printer. We tend to use the J55 more, so we'll focus mainly on that.

This 3D printer is able to print materials nearly indistinguishable from "final products." Take a look at the image below! Yes, the "leather" strip of material was 3D printed using this printer. And so was the transparent/marble glass-like material on the right.

The J55 uses a rotational bed for 3D printing. Here's a photo of a tray of Toobers on the print bed!

Print Materials
The J55 can use a variety of different materials at once. Stratasys offers over 100 different types of material all with different properties for this particular printer. For 3D printing your Toobers, we'll load what's appropriate for you such that you get a pretty nice finish for your housing.
In particular, these materials are:
- VeroUltraWhiteS
- VeroUltraBlackS
- VeroUltraClear
- VeroYellowV
- VeroCyanV
- VeroMagentaV
With these materials, we can mix and match and get millions of different colors at varying opacity levels!
J35 Pro Multi-Material 3D Printer
The Stratasys J35 is also a professional-grade 3D printer that lives in the small side of PDL, which also uses PolyJet technology to create high-resolution, accurate parts. It has a larger build volume than many other printers in its class, measuring 355 x 254 x 355 mm (roughly 14 x 10 x 14 in), and is capable of producing monochrome parts with a layer thickness of 18 microns (that's 0.0007 inches)! It uses the same range of materials as the J55. However, because it only has 3 slots for material cartridges, it's unable to print full color (full color requires 4 slots, for each of cyan, magenta, yellow, and white). Instead, the J35 can print 0-100% grayscale (pure black and white included).
For this reason, if you're thinking color does not matter for your Toober, or you're highly thinking of taking advantage of the sleekness that is a grayscale print, keep your Toober grayscale and we'll print it on this printer! The J35 will also print grayscale better than the J55. As the J55 doesn't actually have black resin (since we load the clear resin instead), darker grays don't always turn out so great.

How is a Polyjet Printer different from an FDM Printer?
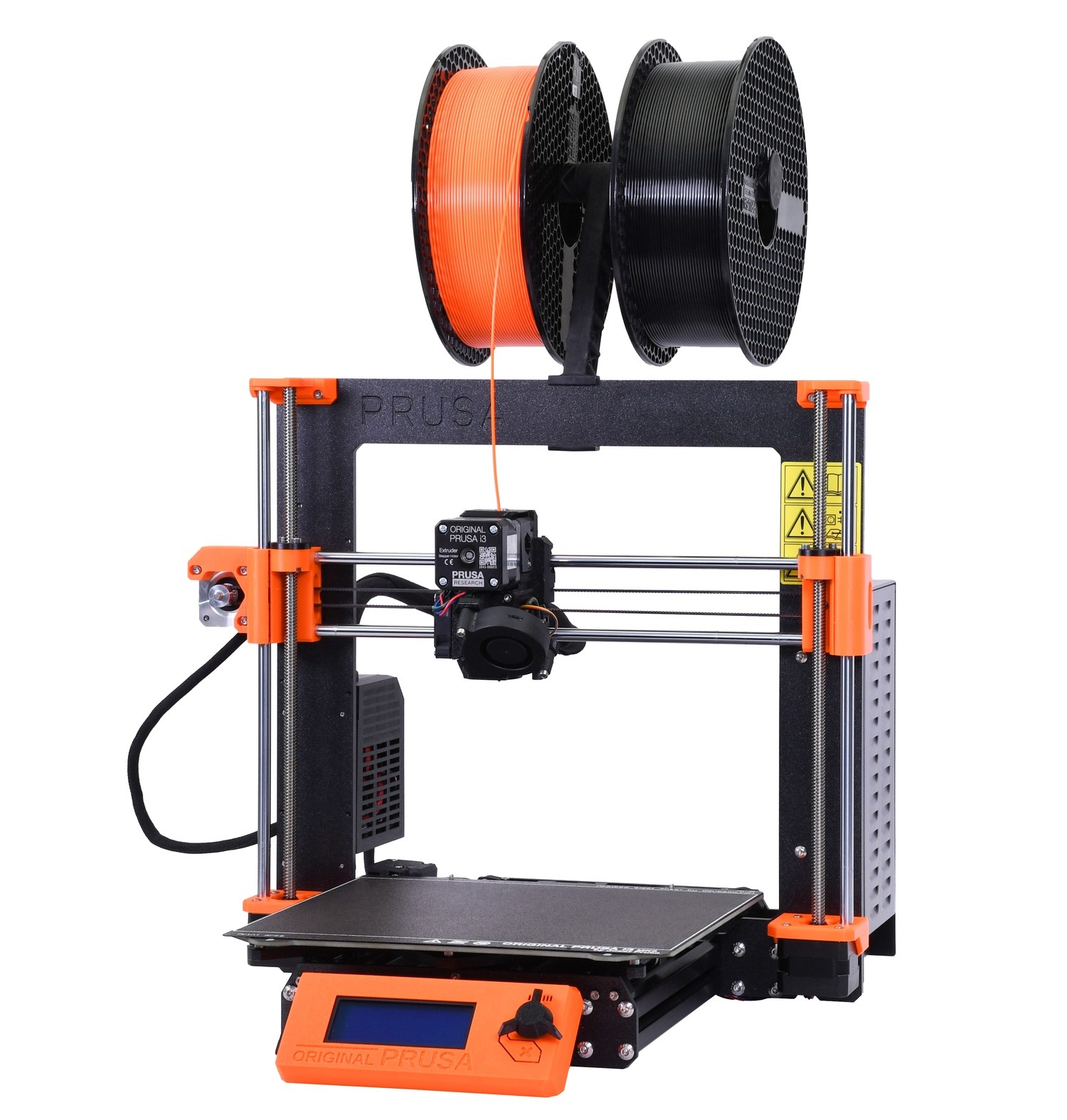
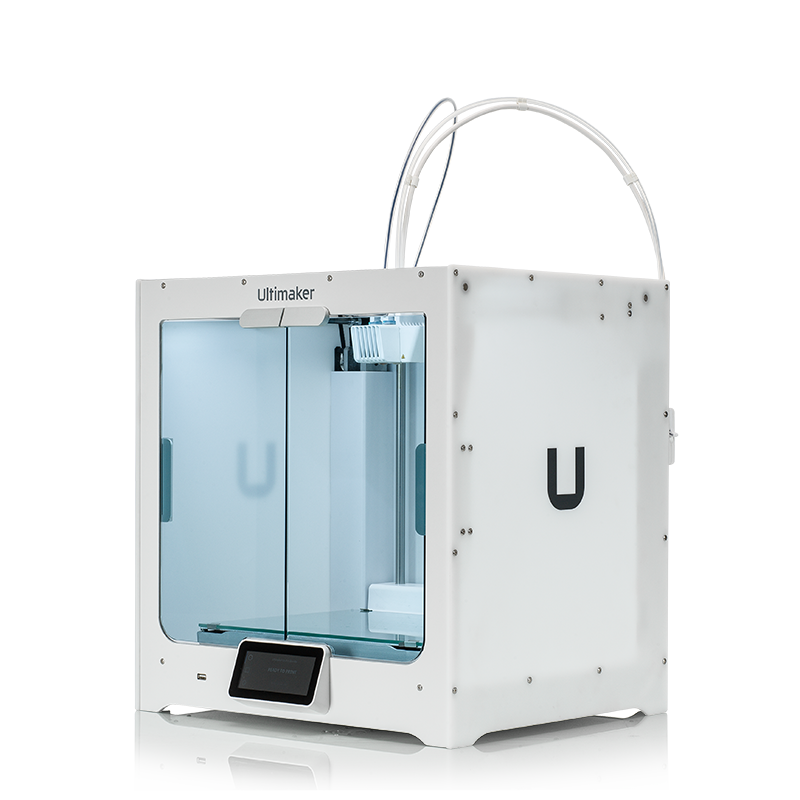
You may have seen or used FDM (fused deposition modelling) printers like the ones below (common models being the Prusa, Ender, FlashForge, Ultimaker, and Makerbot.) The J55 is different to these FDM printers in a variety of ways:

Technology: FDM uses a process of heating and extruding a thermoplastic filament through a nozzle to create layers, while Polyjet uses an inkjet-style process to deposit tiny droplets of photopolymer material that are cured with UV light. Accuracy and resolution: Polyjet printers typically offer higher accuracy and resolution than FDM printers. The J55 Prime Polyjet printer can print layers as thin as 14 microns, while FDM printers typically have layer heights ranging from 50-400 microns.
Material properties: FDM printers typically use thermoplastics such as ABS, PLA, and PETG, while Polyjet printers can print with a wider range of materials, including flexible and transparent materials, as well as multiple materials in a single print.
Color: The J55 Prime Polyjet printer can print in full-color, while FDM printers are typically limited to a single color or require manual color changes during the printing process.
Post-processing: FDM prints often require post-processing, such as sanding or painting, to achieve a smooth surface finish, while Polyjet prints generally have a smooth surface finish right out of the printer.
Support Material
The support material used by the J55 printer is a crumbly gel-like material called SUP710 , which is specially designed for use with Polyjet printers. This material is typically printed at a lower density and in a different color than the primary material, making it easy to distinguish between the two.

During the printing process, the support material is printed simultaneously with the primary material, layer by layer. The support material is printed in areas where there are overhangs, bridges, or other features that need support during printing. The support material is designed to stick to the primary material and provide a solid base for the overhanging or complex features.
Once the print is complete, the object and the support material are removed from the printer. Most of the support material can then be removed by hand or with tools like plastic scrapers that won't damage the print. Residual materials in nooks & crannies are removed using the waterjet, which shoots a pressured stream of water that can be directed to clean any remaining support material off the print.
Printing Speed
The print speed of the J55 varies a lot based on several factors. The first is the height of the tallest element being printed. Remember, because it's on a rotational print bed, the printer will continuously run until the last level has been printed. This means the print time scales linearly with the height of the print.
The other factor that affects print time is how far away the prints are positioned from the center. If prints are further out on this circular print tray, the rotational speed of the print bed is actually slower to give time for the printer head to deposit, cure, and clean the nozzle as it has a longer distance to travel when prints are on the outside vs. when prints are closer to the center.
All in all, a tray like what you see above might take up to 24 hours to print. With over a hundred students in the class, that's a lot of printing-hours! This is why optimal packing and height management of the prints are very important factors to us before we hit the print button!